歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

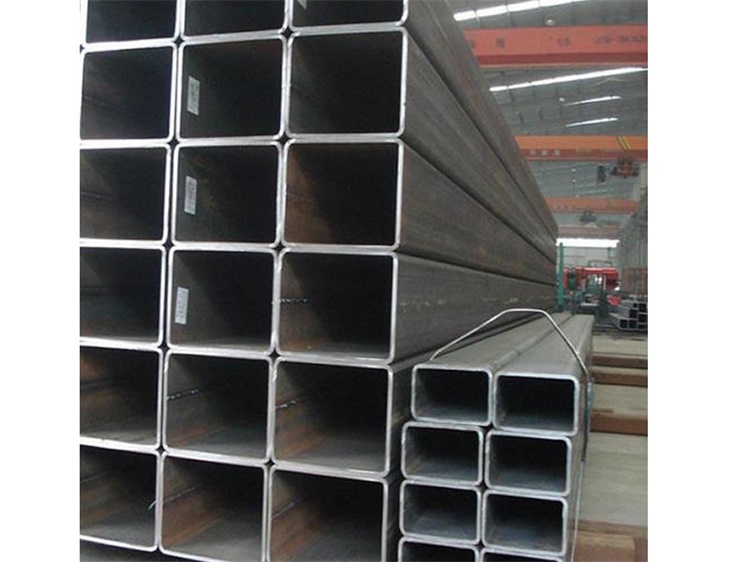
焊接規范通過工藝試驗和工藝分析,確定大口徑方管矩形管對接焊縫采用雙二氧化碳氣體保護電弧焊。焊接材料h08mn2sia,1.2毫米線;純二氧化碳氣體保護氣體。第一層的焊接電流為200~250 A,240~之東,二層;電弧電壓是24~26v。大口徑方管工藝要求是:第一層焊縫必須保證良好的焊接,形成在后;焊接電流,電弧電壓,送絲速度和焊接速度根據設備式調節器。
焊接順序減少變形的矩形,焊接順序應按以下原則:從中間向兩邊對稱分層分段焊接,焊接變形,通過焊接小,有利于應力擴散和釋放,避免在焊接生產復雜應力。通過擺動焊接,焊接開始形成的狹窄區的塑性變形只發生一次,因連續擺動焊接,熱輸入,加熱面積大,壓縮塑性變形引起的面積大,所以焊接收縮變形大。
推薦資訊