歡迎光臨 無錫方管廠家 官網(wǎng)!
全國服務(wù)熱線:
18118889993
歡迎光臨 無錫方管廠家 官網(wǎng)!
18118889993

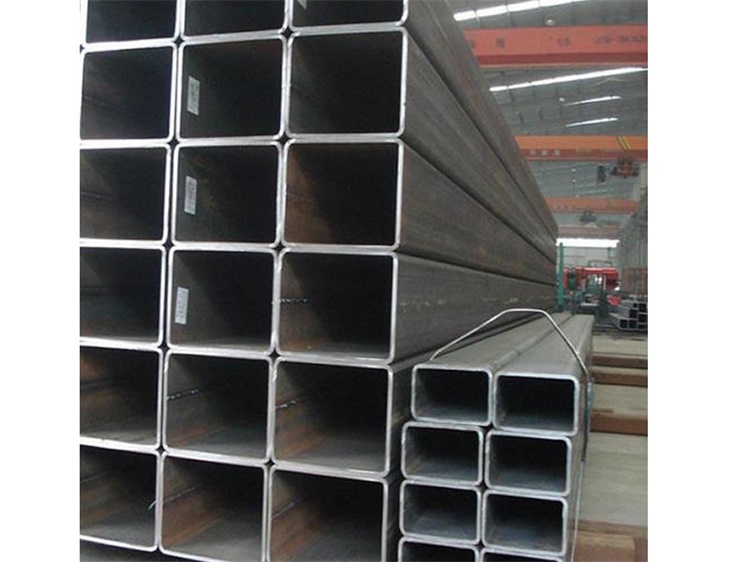
冷彎無縫方管通過軋輥與管坯外壁的單向接觸形成彎矩使帶料彎折,冷彎會(huì)使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是冷彎的壓縮與增厚效應(yīng)。
1.冷彎的優(yōu)點(diǎn)可以進(jìn)行邊長的彎折,例如方矩管的上邊、側(cè)邊同步彎折和精整。冷彎還可以彎折R<0.2T的內(nèi)角而不至于管壁發(fā)生斷裂。
2.冷彎的缺點(diǎn)是方矩管在上邊、側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且會(huì)影響機(jī)組穩(wěn)定性和成型質(zhì)量。這也是方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。
由于冷彎方矩管品種繁多,規(guī)格精密,在通用型機(jī)組上生產(chǎn)方矩管,需要配置很多種類成型模輥,從80毫米X80毫米至400毫米X400毫米之間,按GB6728標(biāo)準(zhǔn),方管一共有十大類44種,矩形管有十七類68種,要做齊這些規(guī)格品種,按傳統(tǒng)方式需要幾十套模輥。
方矩管成型在機(jī)組設(shè)備和冷彎工藝上有共同性,模輥的組合化是生產(chǎn)標(biāo)準(zhǔn),系列化型材的必然選擇。
推薦資訊