歡迎光臨 無錫方管廠家 官網(wǎng)!
全國服務(wù)熱線:
18118889993
歡迎光臨 無錫方管廠家 官網(wǎng)!
18118889993

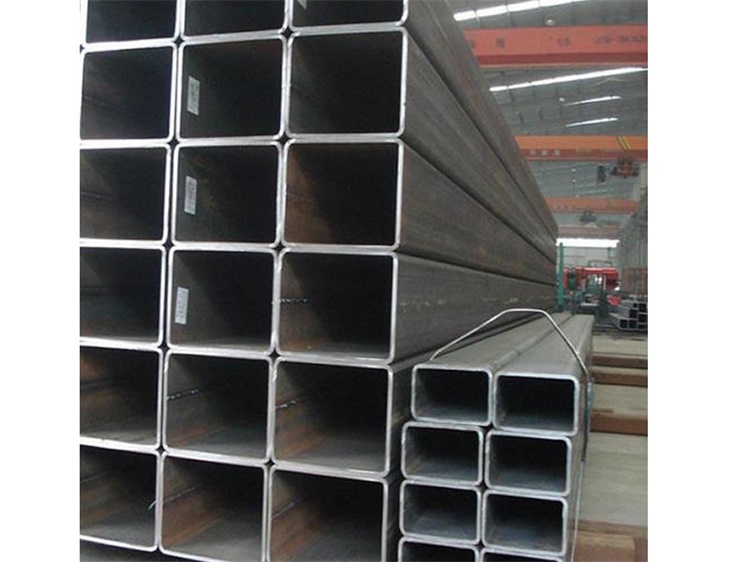
無縫方管焊接加工工藝
一.加熱
加熱有益于降低低碳鋼熱影響區(qū)的最大強度,避免 產(chǎn)“生冷食物裂痕,它是焊接低碳鋼的關(guān)鍵加工工藝對策,加熱還能改進(jìn)連接頭塑性變形,減少焊后內(nèi)應(yīng)力。一般,35和45鋼的加熱溫度為150~250%C碳含量再高或是因薄厚和彎曲剛度非常大,裂痕趨向大時,可將加熱溫度提升 至250~400°C。若焊接件很大,總體加熱有艱難時,可開展部分加熱,部分加熱的加溫范疇為焊縫兩邊各150~200mm。
二、焊絲
標(biāo)準(zhǔn)批準(zhǔn)時優(yōu)先選擇采用偏堿焊絲。
三焊縫方式
將焊件盡可能改成U形焊縫式開展焊接。如果是鑄造件缺點,鏟挖到的焊縫外觀設(shè)計應(yīng)圓潤,其目地是降低原材質(zhì)熔入焊接金屬材料中的占比,以減少焊接中的碳含量,避免 裂痕造成。
四、焊接加工工藝主要參數(shù)
因為原材質(zhì)熔融到第一層焊接金屬材料中的占比最大達(dá)30%上下。因此第一層焊接焊接時,應(yīng)盡可能選用小電流量慢焊接速率。以減少原材質(zhì)的熔融深度。
五、焊后熱處理
焊后最好是對接焊件馬上開展清除地應(yīng)力熱處理工藝,尤其是針對大薄厚焊接件、高剛度零部件及其嚴(yán)格標(biāo)準(zhǔn)下(載荷或沖擊性荷載工作中的焊接件更應(yīng)這般。清除地應(yīng)力的淬火溫度為600~650°C。若焊后不可以開展清除地應(yīng)力熱處理工藝,應(yīng)該馬上開展后熱處理工藝。
推薦資訊